

 当前位置:
当前位置: 



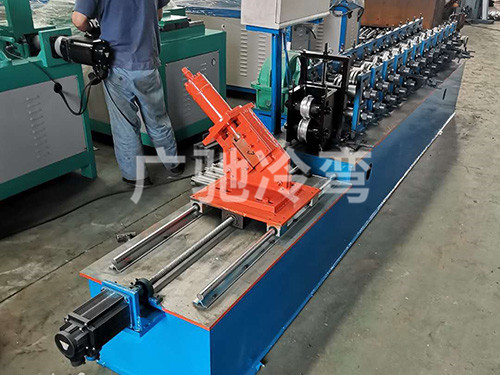

[一]、九轮大棚弯管机操作使用过程
九轮大棚弯管机在操作使用过程中要注意的地方很多,操作九轮大棚弯管机开机之前的准备工作很重要,包括机床良好的接地,不允许接入超过规定范围的电源电压,不能带电插拔插件,接近开关,编码器等不能用硬物撞击。不能用尖锐物碰撞显示单元。
机床应保持清洁,特别应注意夹紧块、滑块等滑动槽内不应有异物。
当数控九轮大棚弯管机的机床在转动的时候,人员要远离,不可以接触传动的部件,进行操作的时候,我们要扎好油口,严禁戴上手套进行工作,人体头部应该偏离进行切削方向。
要进行调换刀具、润滑、清理管头的话,那么要让机器停下来进行,千万不要大意,否则出现了问题之后,后果是的严重的。
设计和排管时要避免过大的圆弧、任意曲线、复合弯以及大于180。的圆弧。过大的圆弧不但使工装笨重,而且受九轮大棚弯管机机床尺寸的限制;任意曲线、复合弯设计造型很不合理,地妨碍了机械化、自动化生产,使操作者难以摆脱笨重的体力劳动;大于180°的圆弧使九轮大棚弯管机无法卸模。
弯曲半径要尽量实现“一管一模”和“多管一模”。对于一根管子来说,无论有几个弯,弯曲角度如何,其弯曲半径只能有一个,因为九轮大棚弯管机在弯曲过程中不换模块,这就是“一管一模”。而“多管一模”,就是同一直径规格的管子应尽量采用同一种弯曲半径,也就是使用同一套模块弯制不同形状的管形,这样才有利于减少模块数量。
导管弯曲半径的大小,决定了导管在弯曲成形时所受阻力的大小。一般来说,管径大弯曲半径小,弯曲时容易出现内皱和打滑现象,弯曲质量很难,所以一般选用弯管模的R值为管子直径的23倍为好。
弯曲成形速度对成形质量的主要影响为:速度太快,容易造成导管弯曲部分的扁平,圆度达不到要求,造成导管的拉裂、拉断;速度太慢,容易造成导管的起皱和压紧块打滑,大管径的管子易形成导管弯曲部分的下陷。针对这两台九轮大棚弯管机上大量的试验,将导管的弯曲速度确定为机器大弯曲速度的20%--40%为宜。
九轮大棚弯管机是有油箱盖的,我们能够借着油箱内油用完的这种环境,乘隙将其内中实行整理,维系箱内的纯真。同时我们还需要看察一下滤油网是不是美满的,再把油愚钝倒入油箱直到油标规则处,再把箱盖盖好。
九轮大棚弯管机在选择弯管动作的时候,可选用分解动作,观察干涉点,修改动作,提率,九轮大棚弯管机控制系统在工作的时候,对规格有的要求。现在九轮大棚弯管机将改变以往形状,它工作,度高,对于管材弯曲加工要求高的市场来说非常受欢迎,九轮大棚弯管机采用CNC数控控制系统。
[二]、大棚弯弧机在管材管件中的应用
大棚弯弧机在很多行业都了广泛的应用,而每个行业的管道都有其特点的特点。如:航空航天的九轮大棚弯管机通常需要、高的柔性;船舶制造业的需要特别大的输出扭矩和对大规格管件的装卸方便问题;汽车制造业则需要具备特别高的生产节拍和性及性。
在运输、移动、安装之前,仔细阅读“机器的运输、移动、安装的注意事项”,严格执行注意事项中规定,大多数意外事故的发生均由人为疏忽、不遵守规定所造成。那么的运输、移动与安装的注意事项至少应有:
1.大棚弯弧机在运输、吊装、移动之前,事先确认机器的型号、外形尺寸、总重量等信息,然后选择承受机器重量的钢索、悬吊大棚弯弧机用的吊环扣,并选择承受机器重量的起重设备和搬移设备;
2.大棚弯弧机的吊装依照吊装图指示进行;
3.大棚弯弧机的吊装、移动、安装有足够的空间,避免作业时伤及工作人员和机器;
4.与作业无关人员不得在作业区域内,以免受到伤害。
